I have always thought welding and metal fabricating was cool. When i was little my dad and i would watch TV shows like Monster Garage, American Chopper, Biker Build Off, and whatever else mid-2000’s Discover Channel was offering up.
At work there was an opportunity to get involved with welding, research the craft, buy some equipment, and see how our product lines could be improved by welding. I Pounced.
I immediately fell in love with welding and am addicted. The majority of welding i do is TIG, and usually I’m welding Aluminum. I’m equally fascinated by the aesthetic and beauty of a shiny “stack of dimes” weld as i am by the physics and metallurgical science of welding.
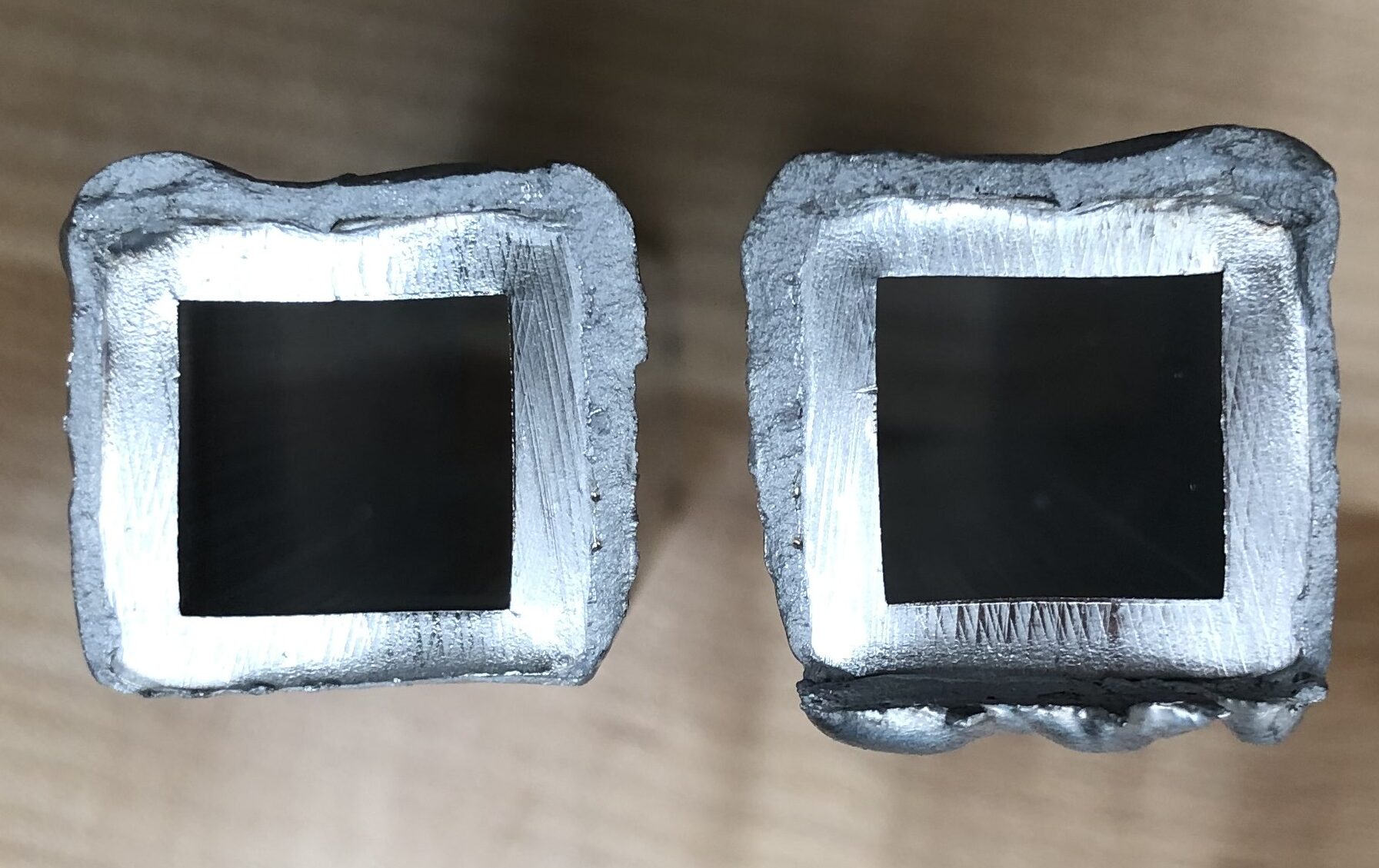
This guy was the first welding project I made. He is made from the scrap boarder of a piece of 12″ x 12″ sheet that had parts waterjet out of it. I’m honestly impressed for how thin that was and how little of an idea about what I was doing I had. Just because a weld looks pretty doesn’t mean it will hold. I often break or cut open my welds to investigate what actually happened underneath. Notice how even though there is a full bead around the square tube, there is very little of the square tube itself that melted and fused with the bead. You can even see at the bottom right where the bead pulled clean off the metal. This is not a strong weld.I bought this “practice pyramid” to try a go at welding DC steel, instead of the usual AC Aluminum. I hear steel is much easier anyway. I thought this pyramid was very difficult and actually started to think steel was harder than aluminum UPDATE: Now that I’m better at welding steel, the major difference between AC aluminum and DC steel was that the steel puddle does not suck up filler rod like the aluminum does. Barley grazing the leading edge of the puddle on steel does not work like it does with ALU. with steel, i find i have to raise the filler and dip it in the puddle more than just sliding and grazing it along the metal. Also i have to direct the arc and torch towards the filler more to melt it vs letting the puddle melt it.
Now that I have more experience, I just think they are different and behave different while welding. Not that one is necessarily harder than the other, but steel does behave and flow much more intuitively which I think is why people interpret it as easier.
I had been using a wooden pallet as a platform for the welding pedal. One day I figured out that wooden pallets are flammable and can catch on fire from one stray spark. So I decided to make a new platform for the pedal. I had some of the square tube laying around from earlier. I’m not sure how good these welds are, but the platform is still standing and used today. lots of fish eyes, need to work on that
I quickly realized that welding is something that needs literal practice. I know I can watch all the videos i want and read all the books, but without being able to practice what i learn, i will not retain it. i know my progression is most directly correlated to the mere amount of hours spent with an arc struck. I am still considering myself as “learning” and not a “welder” which is why my main focus is still not to produce something in particular, but to learn and exercise sound fundamentals .
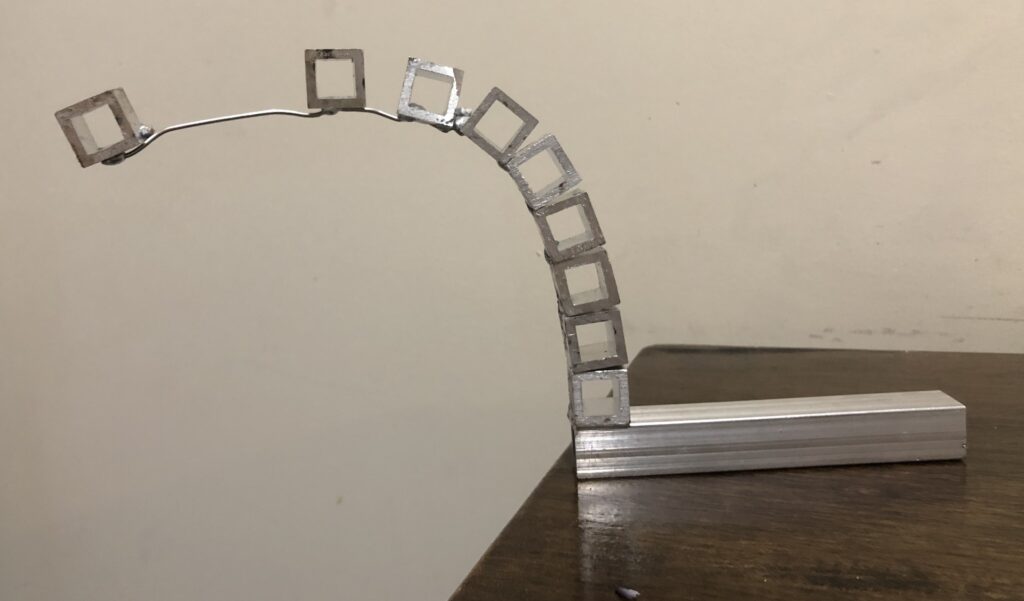
To get material to practice on i go to metal suppliers and shop their scrap bins. I usually pay about $3/lb for Alu and Stainless and about $1.50lb for plain steel. I liked when I found these small cubes and welded them together to look like they are falling over.
This Snowflake light is probably the most comprehensive project I’ve welded so far.
Like i said before, im very experimental. I think knowing how to weld is really more knowing 100,000 ways not to weld. I don’t remember what exactly i was doing here but I’m trying to learn what the weld looks and behaves like with too much gas, not enough gas, too much heat, not enough heat, too much angle, too little angle………………………..
My favorite way to practice is to weld two pieces of flat bar into an angle bar. It gives an outside corner joint which allows for the fattest dabs/dimes, and a fillet joint, which is extremely tricky, especially on AC.
I cut up some 1/8″(0.125″) flat bar into squares and tried to make dice out of them. Like always, they tacked up pretty nice, the welds not so much. But I’m still pretty impressed and proud of myself. Next is to try thinner metal.
Update
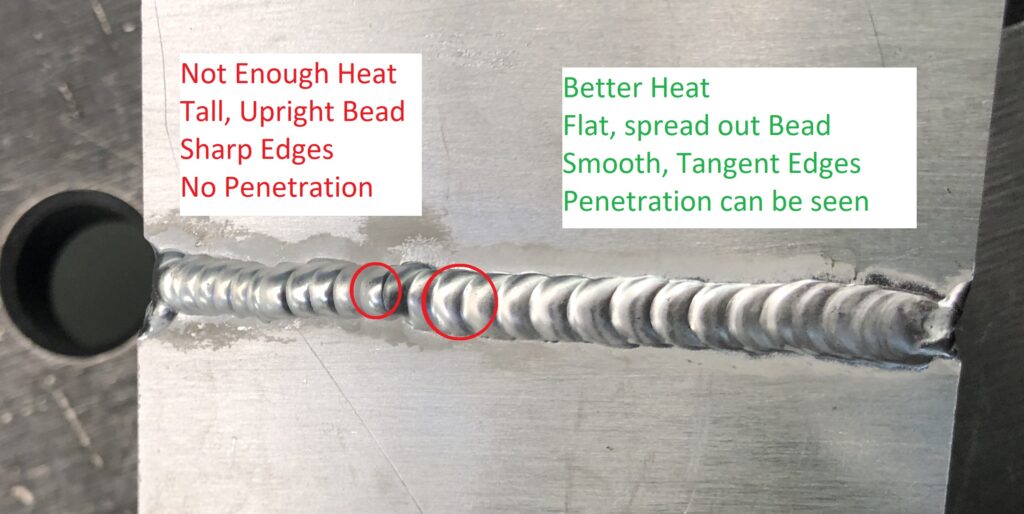
As i finish my 2nd year of TIG welding, I am still learning and improving every day. Heat control is something ive recently been paying a lot of attention to. I noticed during this pass that i was running too cold, so i stepped on it by only ~5 amps, but that made SUCH a difference. Its important to keep in mind HOW we want welding to work.
We basically use a molten filler rod as a “glue” to glue to two pieces together. But we know that glue only flows to other molten metal, so we have to melt the base metal where we want the “glue” to go. We want that glue to seep far and deep into BOTH pieces of metal. we DONT want to just drop glue on the seam and hold it holds the metal together like a band-aid.
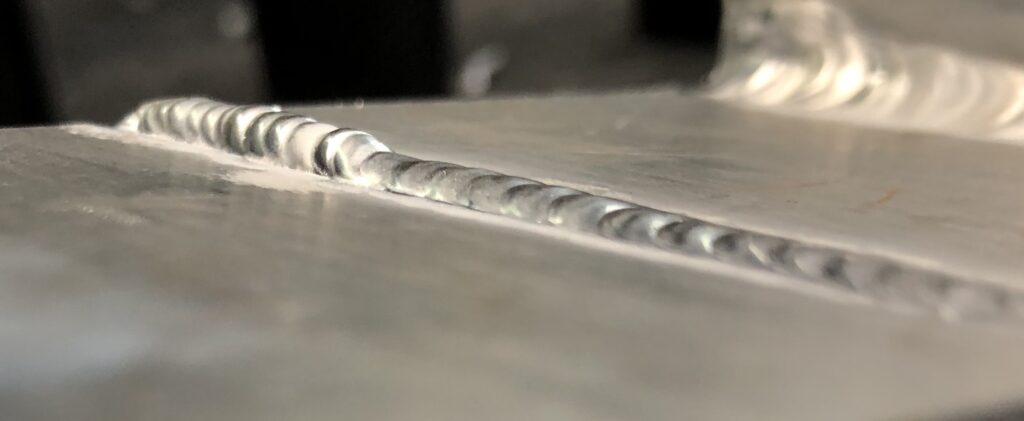
We want the bead to spread wide and fall INTO the base metal.We dont want the bead standing tall like BBs or Eggs. We want it to penetrate into the base metal and spread flat and wide like dimes. Also makes less grinding and better fitment after. No penetration at all the first half, and then it is still only questionable penetration till the end. Again, we’re trying to fuse this stuff together as one, not just add a reinforcing bead. With this thin 1/16″ sheet, the sweet spot of amperage is very small. pressing even slightly on the pedal, could take you from 70 to 80 amps, which could be the difference between too cold, and blowing it out.
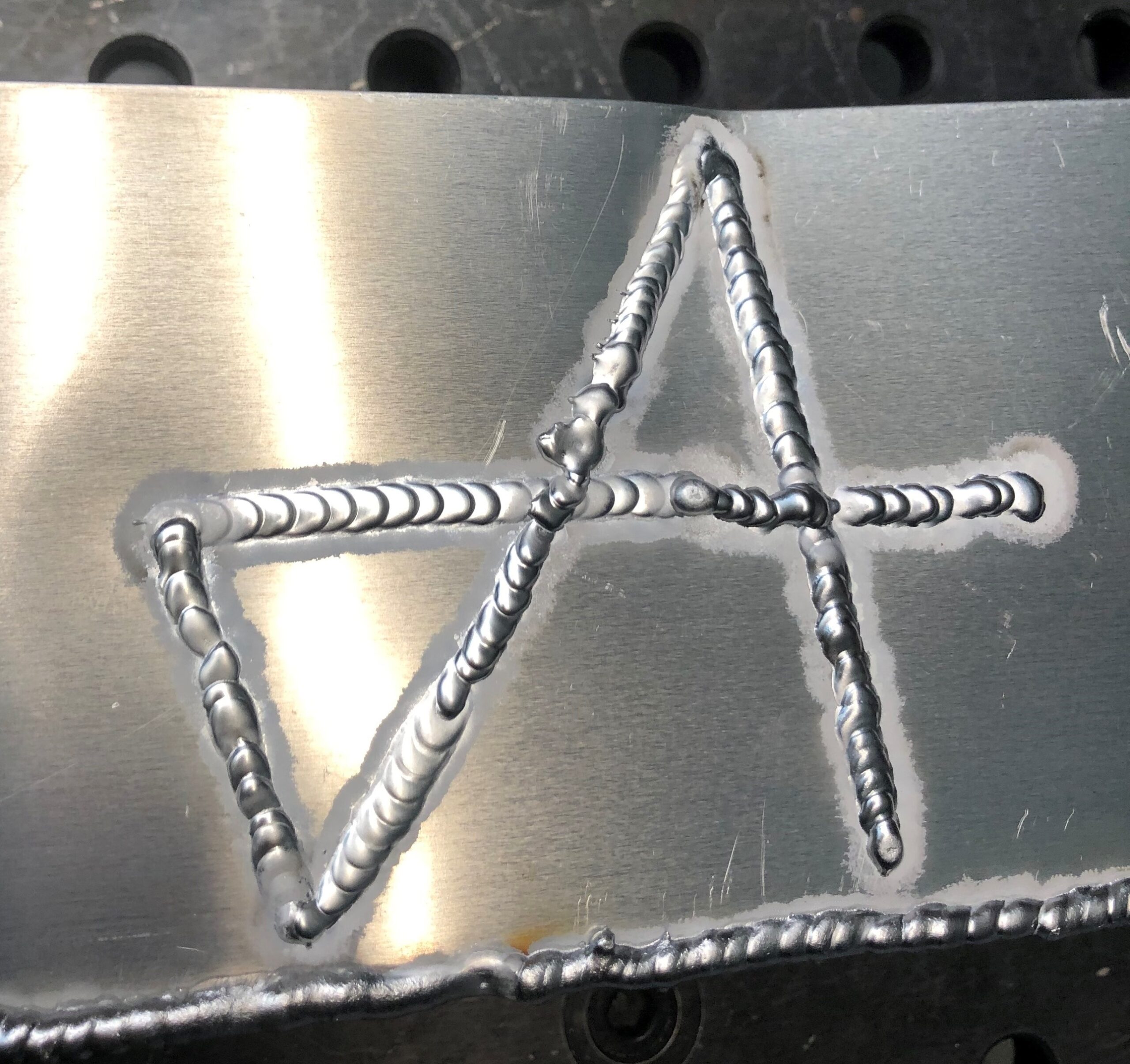
Trying to draw my Logo
I Love when I find a pile of parts in the scrap bin that are just begging to be welded together. No cutting or prep work required.

















Ask me any questions you may have or share what you want to see next!